
از سوی دکتر محمد گلمحمدی، سرپرست مجتمع سنگآهن سنگان به گروه رسانهای پردازش اعلام شد:رشد ۹۴ درصدی در برنامه حفاری اکتشافی مجتمع سنگآهن سنگان
آبان ۲۳, ۱۴۰۲
به گفته مهندس محمد مدنیفر، مدیرعامل سابق شرکت صنعتی و معدنی توسعه فراگیر سناباد:تامین خوراک پایدار برای سیمیدکو؛ تولید ۵ میلیون تن کنسانتره و گندله را هموار میکند
آبان ۲۳, ۱۴۰۲
در این قسمت به بررسی ریزساختار در فلز خالص تیتانیوم،، آلیاژ آلمینیوم ۵۰۸۳ در جوشکاری اسطحکاکی -اغتشاشی FSW و ناحیه جوش در اتصال غیر هم جنس پرداخته میشود

ریزساختار آلومینیوم ۳۲۱– H ۵۰۸۳
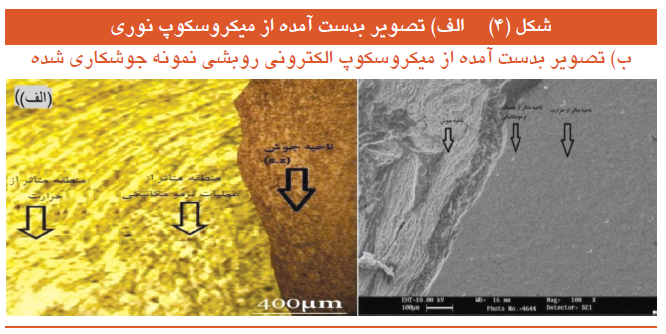
در شکل (۴) تصویر به دست آمده از ریزساختار آلیـاژ آلومینیوم ۵۰۸۳ توسـط میکروسـکوپ نـوري و میکروسـکوپ الکترونی روبشی آورده شده است. بررسـی تصـاویر حـاکی از حضــور سـه ناحیـۀ هــمزده (SZ)، ناحیــۀ متــأثر از عملیــات ترمومکانیکی (TMAZ) و منطقۀ تحـت تـأثیر حـرارت (HAZ) مشخص گردیدهاند. ریزساختارناحیۀ همزده شامل دانههاي ریـز هممحور و تبلور مجدد یافته است. وجود دانههاي هممحور و تبلـور مجـدد یافتـه از خصوصـیات بـارز جوشـکاري هــمزن اصطکاکی اسـت کـه توسـط دیگـر محققان نیـز گـزارش شـده است. دلیل تشکیل این دانههـا در ارتبـاط بـا تغییـر شـکل پلاستیک شدید ناشی از حرکت دورانی و پیش رونـده ابـزار و به دنبال آن وقوع پدیده تبلور مجدد دینامیکی است.
در ناحیۀ متأثر از عملیات ترمومکانیکی شـامل دانـههـاي تغییـرشکل یافته و کشیده شده مشاهده میگردد. در واقع شدت تغییر شکل پلاستیک در این ناحیه به اندازهاي نبوده است که در ایـن ناحیه تبلور مجدد دینامیکی رخ دهد و دانهها تنها در مجـاور تناحیۀ همزده به سمت بالا تغییر شکل پیدا کـردهانـد.
در ناحیـه متأثر از حرارت، ماده در نتیجه سیکل حرارتی وارد شده از نظر ریزساختار و خواص مکانیکی تغییر یافتـه اسـت بـدون اینکـه دچار تغییر شکل مکانیکی شده باشد.
جدول (۱): ترکیب شیمیایی آلیاژ تیتانیوم خالص تجاری (برحسب درصد وزنی)
| Ti | Si | Zr | Sn | Nb | Mo | Mn | Fe | Cu | Cr | V | AI |
| پایه | ۰۱/۰ | ۰۱/۰ | ۰۵/۰> | ۰۳/۰ | ۰۱/۰ | ۰۱/۰ | ۰۴/۰ | ۰۲/۰ | ۰۱/۰ | ۰۵/۰> | ۰۱/۰ |
جدول (۲): ترکیب شیمیایی آلیاژ آلومینیوم ۳۲۱-H 5083 (برحسب درصد وزنی
| Al | Mg | Si | Sn | Nb | Mo | Mn | Fe | Cu | Cr | V | Zn |
| پایه | ۱۹/۴ | ۱۱۷/۰ | ۰/۰۱۰۰ | ۰/۰۳ | ۰/۰۳ | ۰/۴۲۸ | ۰/۲۹۲ | ۰/۰۵۰۳ | ۰/۰۶۰۵ | ۰/۰۱۲۰ | ۰/۰۱۰۴ |
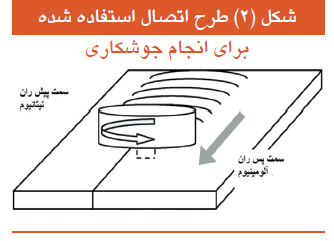
شکل (۲)- طرح اتصال استفاده شده برای انجام جوشکاری
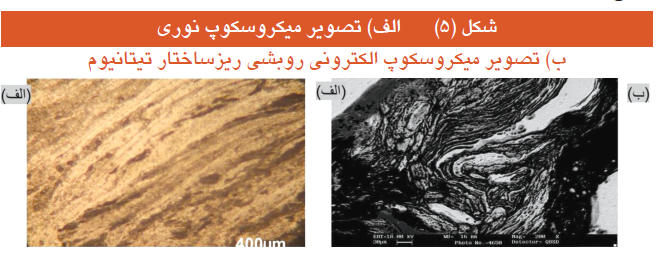
ریزساختار تیتانیوم
ریزساختار این ناحیه در شکل (۵) توسط میکروسکوپ نـوري و میکروسـکوپ الکترونـی روبشـی آورده شـده اسـت. بررسی تصاویر حاکی از وجود یک مرز تند بین ناحیۀ هم زده و ناحیۀ متأثر از حرارت و لذا عدم وجود ناحیۀ متـأثر از عملیات ترمومکانیکی است. دلیل ایـن مسـأله در ارتبـاط بـا قابلیت هدایت حرارتی پـایین تیتـانیوم اسـت کـه باعـث عـدمپخـش حـرارت در فرآینـد جـوش مـیگـردد. و لـذا نـواحی سـرد و مستحکمتر اطراف ناحیۀ جوش در مقابل تغییر فرمی که ایجـادکننده ناحیـۀ متـأثر از عملیات ترمودینـامیکی اسـت مقاومـت میکند. این نتیجه یعنی عـدموجـود منطقـۀ متـأثر از عملیـات ترمومکانیکی در تیتانیوم و آلیاژهاي آن. در ناحیـۀ متـأثر از حـرارت، مـاده در نتیجــه سـیکل حرارتـی وارد شـده از نظــر ریزساختار و خواص مکانیکی تغییر یافتـه اسـت بـدون اینکه دچار تغییر شکل مکانیکی شده باشد و داراي دانههاي ریزتـري نسبت به فلز پایه است.
ناحیه جوش
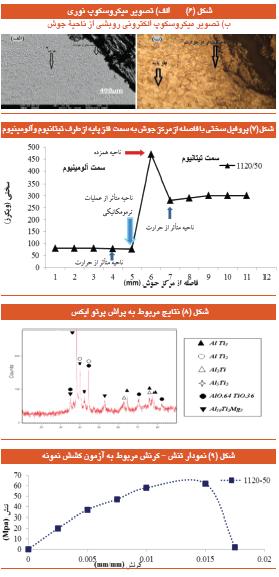
ریز سـاختار ناحیــۀ جــوش در شــکل (۶) توســط میکروسکوپ نوري و میکروسکوپ الکترونـی روبشـی آورده شده است. همانگونه که به وضوح مشخص است منطقۀ فصـل مشترك داراي ۳ ناحیۀ متفاوت است که به صورت نواحی ۱، ۲ و ۳ مشخص شده است. همانطور که در ناحیۀ ۳ مشـاهده مـیشود این قسمت از بخشهاي تیره و روشن تشکیل شده است. در این ناحیه فلز پایه تیتانیوم و آلیاژ آلومینیوم با نسبتی نزدیـک به ۱:۱ وجود دارند که نشان دهنـده ایجـاد ترکیب بـین فلزي تیتانیوم و آلومینیوم در این منطقه است. مورفولوژي ناحیۀ (۱)، یک ساختار سیاه رنگ دارد که نوع و میزان عناصـر موجـود در آن بسیار نزدیک به فلز آلومینیـوم مـیباشـد و ایـنگونـه قابـل توضیح است که لایههاي آلیاژ آلومینیوم توسط نیروي پین وارد فصل مشترك شدهاند. عنصر اصـلی در لایـه ۲ تیتـانیوم اسـت که در آن مقدار کمی آلومینیوم بهصـورت ذرات پراکنـده وجـود دارد.
سختیسنجی
نتایج حاصل از سختیسنجی نمونه جوشکاري شده در شکل (۷) آورده شده است. همانطور که مشاهده میگردد در همه جـوشها، ناحیۀ همزده داراي سختی بالاتري نسبت به ناحیـۀ متـأثر ازحــرارت است و فلــز پایــه داراي کمتــرین ســختی مـیباشـد. دلیـل ایـن امـر بـه خـاطر تغییـر شـکل پلاسـتیکی بوجود آمده در ناحیۀ همزده و ناحیۀ متأثر از حرارت و همچنین ریزتر بودن ساختار بـه دلیـل تبلـور مجـدد دینـام یکی در ناحیـۀ همزده نسبت به فلز پایه است. نتـایج نشـان داد سـختی در ناحیۀ اتصال ۴۸۰ ویکرز است بدین معنی کـه سـختی در ایـن ناحیه نسبت به فلز پایه تیتـانیوم و آلومینیـوم بـه ترتیـب ۱۶ و ۶۰ درصد افزایش یافته است. افزایش سختی توسط محققان دیگر نیز گزارش شده است. به عنوان مثال، کیتامورو نشـان داد ریزتر شدن ساختار باعث افزایش استحکام میگردد، سختی نیز با استحکام ارتباط مستقیم دارد و چون در ناحیۀ همزده دانههـا اندازه کمتري دارند بنابراین سختی در ناحیۀ همزده افزایش مـییابد. همچنین یوهوآ نشان داد در ناحیه همزده مخلـوطی از آلومینیوم و تیتانیوم تشکیل میشود که یک ترکیب بین فلزي میباشد و باعث افزایش سختی میگردد و سختی در این ناحیه به ۵۰۲ ویکرز رسیده است.
در قسمت تیتانیوم، کمترین سـختی مربـوط بـه ناحیـۀ متـأثر از حرارت با سختی ۲۸۰ ویکرز است و این امر به دلیل تأثیر حرارت آنیل شدن در اثر فرآیند میباشد که موجب نرم شـدن این ناحیه نسبت به فلز پایه میگردد.
نتایج مربوط به پراش پرتو X در شـکل (۸) نشـان داده شـده است. همانگونه که مشاهده میگردد انواع ترکیبات بین فلزي ایجاد شده بین تیتانیوم و آلومینیوم در آن مشخص شـده و ایـن ترکیبات باعث افزایش سختی میگردند.
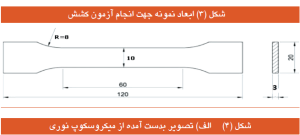
شکل (۳): ابعاد نمونه جهت انجام آزمون کشش
شکل (۴): الف) تصویر بدست آمده از میکروسکوپ نوري و ب) تصویر بدست آمده از میکروسکوپ الکترونی روبشی نمونه جوشکاري شده
بررسی نتایج آزمون کشش
همان طور که در شـکل ۹ مشـخص اسـت اسـتحکام کششـی نمونه۷۰ مگاپاسکال میباشد که از استحکام فلـزات پایـه کمترمی باشد. دلیل آن به خاطر ایجاد بیش از حد ترکیبات تـرد بـین فازي تیتانیوم-آلومینیوم در محل جوش است که باعث کاهش استحکام کششی نمونۀ جوشکاري شده است.
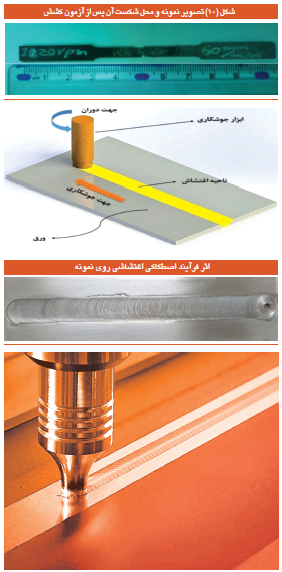
در شکل۱۰ نمونه آزمایش کشش و محل شکسـتن آنهـا نشـانداده می شود با بررسی سـطح نمونـه مشـخص اسـت کـه درتمامی اتصالات شکست از فصل مشترك جوش رخ داده اسـت و استحکام اتصال پایینتر از استحکام فلزات پایه بـوده اسـت که به دلیل وجود ترکیبـات بـین فلـزي تـرد در فصـل مشـترك اتصال میباشد.
شکل۵- الف) تصویر میکروسکوپ نوري و ب) تصویر میکروسکوپ الکترونی روبشی ریزساختار تیتانیوم
شکل (۶)- الف) تصویر میکروسکوپ نوري ب) تصویر میکروسکوپ الکترونی روبشی از ناحیۀ جوش
شکل (۷)- پروفیل سختی با فاصله از مرکز جوش به سمت فلز پایه از طرف تیتانیوم و آلومینیوم
شکل (۷)- پروفیل سختی با فاصله از مرکز جوش به سمت فلز پایه از طرف تیتانیوم و آلومینیوم
روش پوششدهی همزن اصطحکاكی Friction Stir Processing
این روش پوششدهی براساس جوشکاری است که در موسسه جوشکاری انگلستان در سال ۱۹۹۱ میلادی ابداع شده است که اولین بار این روش برای آلیاژهای آلومینیوم مورد استفاده قرار گرفته است و یک جوشکاری حالت جامد میباشد.
درسال ۲۰۰۷ آقای راشی میشرا روش پوششدهی همزن اصطکاکی اغتشاشی برای تصحیح ساختار ماده ابداع کرد
اهميت و برتریهاي روش پوششدهی همزن اصطکاكی
- بالا رفتن سرعت و کاهش مصرف انرژی به نسبت روشهای عملیات حرارتی
- ریزدانه کردن ماده و همچنین به وجود آوردن ساختار همگن، عدم ایجاد تنشهای پسماند در کل ماده که میتواند کارایی قطعه تولیدی را به خطر بیندازد
- بهبود خواص سایشی در لایه سوپرفیشال و کارایی ماده و قطعه
- ثابت و بدون تغییر ماندن خواص فلز پایه
- چسبندگی مناسب پوشش به دلیل به کار رفتن ماده زمینه در درون لایههای رویی در ایجاد پیوند متالورژیکی قوی
اثر فرآیند اصطکاکی اغتشاشی روی نمونه
نتایج پوششدهی با روش اصطکاکی اغتشاشی
۱) فرآیند اصطکاکی اغتشاشی باعث دگرگونی ساختار فلز پایه میشود و با تغییر در ساختار دانهها سه ناحیه پوشش میشود که عامل ایجاد تغییراتی در خواص مکانیکی و سایشی ماده میگردد.
۲) سختی کامپوزیت تقویت شده با اکسید آلومینیوم و گرافیت حدود۴۰ ویکرز نسبت به فلز پایه افزایش یافت در صورتی که برای کامپوزیت تقویت شده با آلومینیوم اکسید حدود ۶۰ اندازهگیری شده است این اختلاف به دلیل حضور گرافیت است که به دلیل ویژگیهای ذاتی باعث کمتر شدن سختی میشود.
۳) براساس نتایج آزمون سایش مقاومت به سایش کامپوزیت آلومینیوم اکسید و گرافیت بیشتر از کامپوزیت آلومینیوم اکسید است و دلیل آن وجود گرافیت و خاصیت روانکاری است.
اتصال غیر مشابه آلومینیوم ۵۰۸۳ به تیتانیوم خالص تجاري با سرعت دورانـی ۱۱۲۰ دور بـر دقیقه و سـرعت پیشـروي ۵۰ میلیمتر بر دقیقه بـا روش جوشـکاري هـم زن اصـطکاک ی و بـه صورت لب به لب با موفقیت در این تحقیق انجام گردید.
ایجـاد ترکیبات بین فلزي تأثیر زیـادي بر روي خـواص مکانیکی مثل سختی و استحکام کششی میگذارد بهطوريکه باعث افزایش سختی در ناحیۀ جوش میگردند ولی به خـاطر ایجاد بیش از حد این ترکیبات بین فلزي در ناحیۀ جوش باعث کاهش استحکام کششی میشود.
در فرآیند جوشکاري همزن اصطکاکی بـین آلیاژ آلومینیوم H5083-321 و تیتـانیوم خـالص تجـاري، در سـمت آلومینیـوم منطقه اتصـال شـامل ناحیـۀ هـمزده، ناحیـۀ متـأثر از عملیات ترمومکانیکی و ناحیۀ متأثر از حرارت مـیباشـد و در سـمت تیتانیوم منطقۀ متأثر از عملیات ترمومکانیکی تشکیل نمیشود.
در ناحیۀ همزده، ریزساختار جوش شامل ۳ ناحیه است که یک ناحیه مربوط به فلز پایه آلومینیوم، ناحیۀ دوم مربوط بـه فلز پایه تیانیوم و ناحیۀ سوم یک مخلوط مکانیکی از آلومینیوم و تیتانیوم است.
مزایا:
- عدمنياز به فلاکس (روانساز)، ماده پرکننده و گاز محافظ
- مصرف انرژی الكتريكی کمتر و بهطور کلی انرژی مورد نياز
- عمليات جوشكاری نسبتا تميز و بدون قوسالكتريكی، دود و گاز
- منطقه Haz باريك و دارای دانه های ريزتر حتی نسبت به فلز اصلی
- جوشکاری فلزات، پلاستیکها و پلیمرها
- جوشکاری فلزات غیرهمجنس
- جوشکاری فلزات غیر جوشپذیر در روش ذوبی
- منطقه HAZ بسیار کوچک
- کیفیت و یکنواختی بسیار بالای جوش
- نبود ترکهای گرم و حفره
- ۱۱٫ استفاده نکردن از فلز پرکننده
محدوديتها:
۱-يكی از قطعات بايد گرد باشد. همچنين بايد دارای شكل و طرحی باشد که بتوان آن را روی دستگاه بسته و به گردش درآورد. البته اين محدوديت با طراحیهای جديد برطرف شده است ولی هزينههای مصرفی نسبتا بالاست. اکثر مواد را ميتوان با اين روش جوشكاری نمود و تقريبا هيچ محدوديتی نداريم.
۲-در فلزات مستحکمتر و سختتر، به دلیل نیاز به استفاده از ابزار مستحکمتر از فلز پایه، محدودیت در استفاده وجود دارد.
دستگاه FSW موجود در مرکز تحقیقات مهندسی و علم مواد با قابلیتهای تغییر در سرعت زاویهای، سرعت خطی، زاویه ابزار و همچنین با دارابودن ابزار مناسب برای جوشکاری فلزات سبک (آلومینیوم و منیزیم) و همچنین فولادها قادر به ارائه خدمات آزمایشگاهی و انجام تستهای اتصال پروژههای دانشجویی و صنعتی تعریف شده بر پایه جوشکاری اصطکاکی اغتشاشی و تعیین شرایط بهینه اتصال است.



{kind=link}
{kind=link}
{kind=link}