
کسب رتبه اعتباری بلندمدت A توسط شرکت معدنی و صنعتی گهرزمین
اردیبهشت ۲۳, ۱۴۰۳
درآمد صادراتی «کاوه» ۵۴ درصد افزایش یافت
اردیبهشت ۲۳, ۱۴۰۳
چگونه میتوان از الکترود گرافیتی در کوره قوسالکتریکی بهترین استفاده را کرد؟
ترجمه: محمدحسین نشاطی
ماهنامه پردازش – هزینههای الکترود برای فولادسازی در کورههای قوسالکتریکی (EAF) در حدود ۲۰-۱۵ درصد از هزینههای تبدیل را تشکیل میدهد. دادههای مصرف ویژه کورههای مختلف با اندازه و نحوه عملیات مختلف، بسیار متفاوت است. دانش در مورد متغیرهایی تأثیرگذار بر مصرف الکترود باید بهصورتی گسترش یابد که شرایط عملیاتی بهینه که در آن مصرفکنندگان و تولیدکنندگان الکترود به یک اندازه علاقمند هستند حاصل شود.
مصرف الکترود یکی از عوامل تشکیلدهنده کل هزینه تولید در یک کارخانه فولادسازی الکتریکی میباشد و این هزینه کل است که باید بهینهسازی شود. در این مقاله نشان داده شده که چگونه مصرف الکترود به جریان، قطر کوره، قطر الکترود و بهرهوری وابسته است. برخی از عوامل مهم موثر بر نرخ شکستگی الکترودها مورد بحث قرار گرفته و بسیاری از آنها تحت تأثیر فولادساز قرار میگیرند. یک تمرین نظری در تغییر ضریب توان در طی ذوب کردن برای یک کوره مدرن بهمنظور مطالعه رابطه بین تغییرات بهرهوری و مصرف الکترود انجام شد. نتایج نشان داد که مصرف الکترود کمتر با بهرهوری پایینتر مرتبط است. بنابراین نتیجهگیری شد که استراتژی دستیابی به حداقل مصرف الکترود، لزوما با حداقل هزینه کل منطبق نیست. نشان داده شده که میتوان بر برخی از معایب ضریب توان بالای ذوب کردن با استفاده از یک راکتور اضافی در کوره اولیه غلبه کرد.
انتخاب روش عملیاتی در کورههای قوس بسیار گسترده است. اما، یک استراتژی منطقی با هدف حداقل هزینه کل یا حداکثر سود، بسته به مقدار فروش میباشد. تعیین این استراتژی، متاسفانه ساده نیست، نه تنها بهدلیل پیچیدگیهای روابط متقابل بلکه همچنین به علت اینکه برخی از روابط معین بهصورت ضعیفی کمیسازی شدهاند.
یک نتیجه مهم از نیاز به بهینهسازی هزینههای کل این است که استراتژی دستیابی به این مقدار بهینه الزاما منطبق با استراتژیای که هزینههای پارامتر خاصی را به حداقل میرساند نیست. به عبارت دیگر، در مورد الکترودها، عملیات کوره که حداقل مصرف الکترود را ارائه میدهد ممکن است بهطور همزمان حداقل هزینه کل را ارائه ندهد.
مکانیزم اصلی مصرف الکترود
مصرف الکترودمعمولا بهصورت کیلوگرم گرافیت به ازای هر تن فولاد تولید شده (t/kg)، بیان میشود.اما،برای معنیداربودن مقایسهها باید همیشه روشن شود که چند تن فولاد برای محاسبه مصرف استفاده میشود:
– وزن شارژ کوره(قراضه،کل مواد جامد و یا مایع)،
– وزن پاتیل(فلز مذاب)،
– وزن شمش (اینگات) یا بیلت.
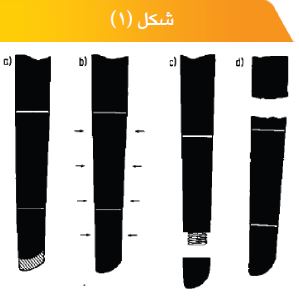
مصرف الکترود را میتوان به چهار جزء تقسیم کرد، که دو مورد آنها را میتوان به عنوان “پیوسته” توضیح داد و میتوانند بهطور سیستماتیک به پارامترهای عملکرد مربوط باشند، درحالیکه دو مورد دیگر “متناوب” هستند (شکل۱). توزیع مصرف کل به میزان گستردهای کوره به کوره متفاوت است، با حدود کلی بهصورتی که در جدول (۱) نشان داده شده است.
تأثیرات سیستماتیک بر مصرف الکترود
مصرف جانبی. اکسایشالکترودهای گرافیتیدر کورههای قوس پدیده پیچیدهای است، اماپارامترهای اصلی،سطح آن و زمانهستند.همانطورکه از شکل الکترودمشهود است سرعت اکسایش درون کوره ثابت نیست؛ هرچه به نوک نزدیکتر، سرعتاکسایش بیشتر.

شکل (۲) همبستگی خوب بین طول الکترود (از نگهدارنده تا نوک) و قطر پوسته کوره، Df (منحنی بالا)، را نشان میدهد. طولدر معرض اکسایشالکترودها در داخل کورهنیز همبستگی خوبی با قطر کوره (منحنی پائینی) دارد.این همبستگیهامنتج ازاین واقعیت است که کورههای با اندازههای مختلف هندسههای مشابهی دارند.
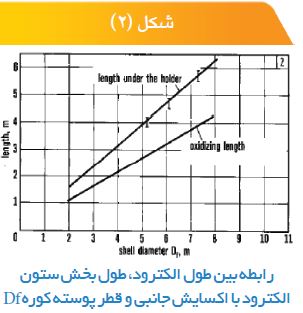

این طول اکسایش و قطر الکترودامکان محاسبه مساحت سطح اکسایش را فراهم میسازد، با این فرضکه متوسط قطرمخروط الکترود۰/۸۵ قطر اصلی باشد.
(شکل ۳) نتایج حاصل از تجزیهوتحلیلرا که در آنمیانگین سرعت اکسایشبرای کورههای مختلف نسبت به مساحت سطح محاسبه شده رسم شدهاند نشان میدهد. فرض شده کهاکسایش در سرتاسر زمان عملیات کوره رخ میدهد،بر خلاف مصرف نوک که فرض میشود فقط در زمانهای“پاورآن” اتفاق میافتد. دادههای شکل (۳) یک میانگین سرعت اکسایش ویژه kg/m۲h 4/93 با انحراف معیار kg/m۲h 0/59 را نشان میدهد.
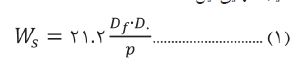
حال میتوان از سرعت اکسایش ویژه برای ایجاد یک رابطه تجربی ساده بین مصرف جانبی، Ws (kg/t)، و بهرهوری، p(t/h)، برای هر اندازه کوره استفاده کرد. در واقع مساحت سطح الکترودهای مخروطی هم به D۰، قطر اصلی و هم به Dt، قطر نوک الکترود بستگی دارد. اما، در عمل، حداکثر گستره نسبت Dt/D۰ از ۰/۶ تا ۰/۸ است بهطوریکه در بدترین حالت تقریب ۰/۷ = Dt/D۰ فقط سبب خطای ۶± درصد در مساحت میشود. بنابراین میتوان فرض کرد مساحت سطح تنها به D۰ و طول اکسایش وابسته است، که خودش متناسب با قطر پوسته کوره، Df (شکل ۲) میباشد. نتیجه نهایی این است که:
مصرف نوک
چند مطلب منتشرشده در مورد اندازهگیری مصرف نوک الکتروددر کورههای قوس، یعنی با جریاندر محدوده ۱ تا kA100وجود داشته است. در گزارشهای قبلی اندازهگیریهای انجامشده محدوده ۱ تا kA3 روی الکترودهای mm100 را در بر میگیرد. نتیجهگیری این بود که سرعت مصرف نوک متناسب با جریان است اما ثابت تناسب به پله ولتاژ (تپ ولتاژ) ترانسفورماتور مورد استفاده وابسته است.
اندازهگیریهای انجام شده آزمایشگاهیتحقیقات قوس در محدوده ۳ تا kA9 و بر روی کورههایی در بازه۳۰ تاkA70 توسط بومن در کنگرهUIE در ورشودر سال ۱۹۷۲ گزارش شد.اندازهگیری و نظریه هر دووابستگی میزان مصرف نوک به I۲ ونیز وابستگی معکوس به قطر نوک الکترودها را نشان دادند. در همان همایشچند اندازهگیری در۱۷ و kA21 گزارش شده است. در سال ۱۹۷۸، در مورد کارهای بیشتر انجامشده گزارش شد: اندازهگیریهای آزمایشگاهیوابستگی واضحبه I۲ را در گستره ۳ تا kA 9 نشان دادند درحالیکه همبستگی برای وابستگی به I۳/۲ برای گستره ۱ تا kA60تحت این فرض کهسرعت مصرف مستقل ازقطر نوک باشد بدست آمد.
تجزیهوتحلیل کنونی
تجزیهوتحلیل ارائهشده در اینجابر اساسمشاهدات ودادههای گردآوریشده در گسترده وسیعیاز کورههای قوستوسطهمکاران نویسنده میباشد. تجزیهوتحلیلاولیه از سرعت مصرف کلالکترود،kg/h، با ضرب کردن kg/t گزارششدهو بهرهوری بر حسب t/h صورت گرفت. دادهها برای ۵۵ کوره، همه استفادهکننده از الکترودهای قطر mm500، یک بار دیگروابستگی به I۲ را نشان دادند.
بهمنظور ادامه تجزیهوتحلیل با جزئیات دقیقتر فرض شد که وابستگی سرعت مصرف نوک به جریان بهصورت I۲ برقرار باشد. این فرض،بهشدتتوسط دقیقتریناندازهگیریهای آزمایشگاهیپشتیبانیمیشود. آنگاه پذیرش این فرض ناچارا منتج شد به اینکهوابستگی به قطر الکترود نیز وجود دارد،زیرا وابستگی به I۲ برای الکترودهای کوچک همانندمورد الکترودهایقطر بزرگ نیست. اینوابستگی به قطر همچنان باید تعیین شود.
اندازهگیریهای مفصل الکتریکی والکترودبرای ۲۲ کوره دیگرقابل دسترس بود،طیفی از قطر الکترودها از ۴۰۰تا mm600را در بر میگرفت. در هر مورد مقدار I۲ بهطور مستقیم یا غیرمستقیم از طریق مقادیر ثبت شده MW، MVAR و ولتاژ اندازهگیری شد:

قطر نوک در چند موردبا عکسبرداری اندازهگیری شد؛ در سایر موارد برآورد شد.مصرف نوکاز سرعت مصرف کل، به جزشکستگی وقطر نوک از طریقرابطه هندسی زیر محاسبه شد:
که در آن D۰ قطر الکترود کامل است.
برای تعیین وابستگی تجربی قطر نوک الکترود نمودار (kg/h)Qtip تقسیم بر I۲ نسبت به قطر نوک با مقیاس log-log ترسیم شد. پراکندگی نقاط برای الکترودهای ۴۰۰ تا mm600 به تنهایی برای ایجاد یک همبستگی قابل اعتماد خیلی زیاد بود؛ خط کشیده شده نیز از دقیقترین دادههای نوک الکترود مربوط به اندازهگیریهای عکاسی استفاده میکند. شیب خط منفی ۰/۵۸ میباشد بهطوریکه تابع وابستگی بین سرعت مصرف نوک، قطر و جریان را میتوان به صورت زیر بیان کرد:

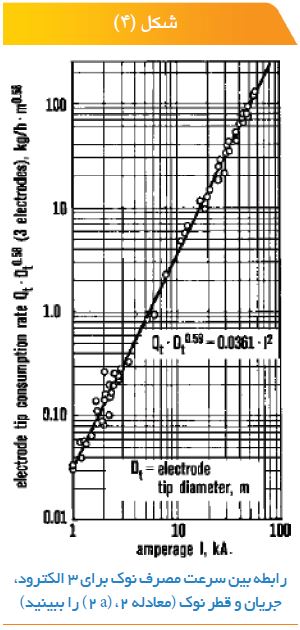
کیفیت همبستگی را میتوان از نمودار log-log حاصل ضرب نسبت به جریان تشخیص داد، همانطورکه در شکل (۴) نشان داده شده که در آن خط دارای شیب ۲ است.بنابراین یک رابطه واحد، جریانهای از۱ تا kA 60یا تقریبا ۴برابر مقدار سرعت مصرف را در بر میگیرد.با این وجودباید توجه کردکه برخی نقاط تا ۳۰ درصد بالاتر از خط هستند.
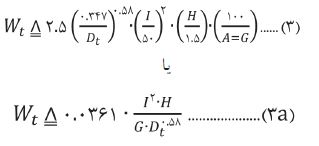
سرعت مصرف نوک معادله(a2) ضرب در زمان H، و تقسیم بر وزن فولاد G، مصرف ویژه نوک بر حسب kg/t را بدست میدهد:
در تمام موارد،تن مورد استفادهبهصورت تن شارژشده، تن مذاب، یا تن محصول باید هماهنگ باشند.
معادله (۳) بهصورتی تنظیم میشود که کورهای که قطر نوک mm347، r.m.s جریان kA50، زمان پاور-آن ۱/۵ ساعت و ظرفیت ۱۰۰ تن دارد، مصرف نوک kg/t2/5 را داشته باشد.
بسیاری از کورههابه ابزار دقیقی براینشان دادن r.m.s جریان مجهز نیستند.یک حالت جایگزین معادله (۳) میتواند باجایگزینی جریان از طریق رابطه زیر حاصل شود:

که در آن X راکتانس است.
اگر متوسط راکتانس عملیاتی، ، را بتوان برای کل ذوب برقرار کرد آنگاه حاصل ضرب I۲·H را میتوان با جایگزین کرد.در این روش معادله (۳) رامیتوان بهصورت زیرمرتب کرد:
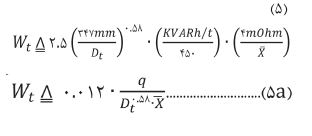
این بدان معنی است که یک کورهبا قطر نوک mm 347″مصرفکننده” انرژی راکتیوKVARh/t 450 درمتوسط راکتانس عملیاتی mΩ۴ دارای مصرف نوک kg/t 2/5 میباشد.
معادلههای (۳) و (۵) وابستگی ضعیف به قطر نوک را نشان میدهند. دومی را میتوان توسطیک روش تکرارشوندهبرآوردکردزیرا، به جز شکستگی، رابطه هندسی بین نوک و کل مصرف را میتوانبرای بررسیمنطقی بودن قطر نوک برآورد شدهمورداستفاده قرار داد. یعنی:

مقادیر Dt در معادلات (۵) و (۶) باید به صورت منطقی سازگار باشند.

برآورد مصرف کل
معادلههای (۱)، (۳) و (۵) اساس مدلبرای مصرف الکترود، به جز شکستگی را تشکیل میدهند.برای تعییندقت آنهادر طیفی از کورهها، با شیوههای عملیاتی وظرفیتهای مختلف بکار گرفته شدند، که طیف وسیع متناظری ازمصرفالكترودرا ارائه دادند.مقایسه مصرف واقعی الکترودبا مقدار محاسبه شده آن ازاین معادلهها درشکل (۵)نشان دادهشده که در آن سهم شکستگی لحاظ نشده است.
محدوده تحت پوششاز ۳/۷ تا kg/t10 است.همانطورکه دیده میشود، همبستگی خوبی برقرار میباشد؛حداکثر انحراف حدود ۱۸ درصد است، اما اکثر نقاط درون حدود ۱۰ درصد انحراف از رقم برآورد شده میباشند.
تلفات ناشی از شکستگی الکترود
موقعیت بحرانیبرای شکستگیدر اتصال بلافاصله زیر نگهدارنده الکترود اتفاق میافتد.شکل (۶)پنج پارامتر موثر بر این شکستگی را نشان میدهد.
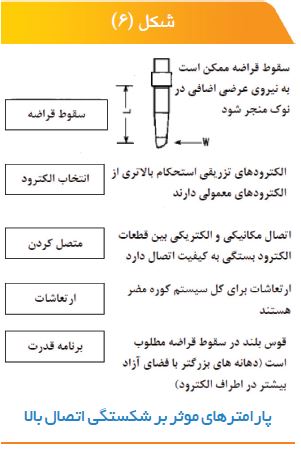
اثر قراضه. طرح مندرج در شکل (۶)مفهوم بار شکستگی، W (تن) را توضیح میدهد، هنگامی كه به نوک در فاصلهL ازنگهدارندهاعمال گردد باعث میشود کهاتصال درست زیر نگهدارنده بشکند.وزن قراضه شارژشده در هرذوب بهطور معمول ۵۰ تا ۱۰۰ برابر W است!این نسبت نیاز به حداقل رساندن تا حد ممکن اثرات خطرناک افتادن قراضه که مستلزم انتخاب دقیق توزیع وزن قراضه و شارژ مناسب کوره میباشد را نمایان میسازد.
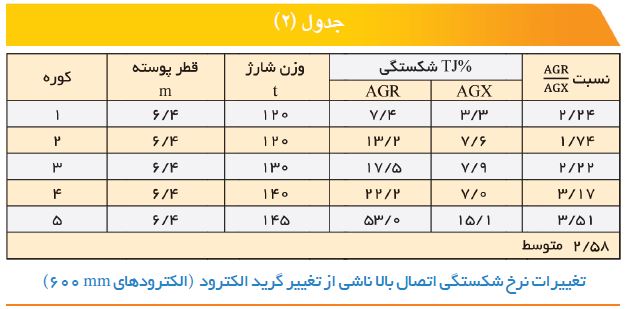
گرید الکترود. توانایی الکترود برایمقاومت در برابرافتادن قراضه با استحکام الکترود افزایش مییابد.الکترودهای تزریقی(برای مثال گریدAGX) مستحکمتر از کیفیت معمولی (AGR) هستند.جدول (۲)نتایج عملیاتی۵ کوره قوس اروپایی،تماما با قطرپوسته ۶/۴ متر را نشان میدهدکه در آنها از هر دو گرید الکترود در طی مدت ۶ تا ۱۲ ماه استفاده شده است(در برخی ازمواردبه صورت استفاده ناپیوسته).
نرخ شکستگی در جدول (۲) بهصورت نسبت تعداد شکستگی اتصال بالا به تعداد الکترودهای اضافهشده به کوره، برحسب درصد تعریف میشود.
دادههای جدول روندهای زیر را نشان میدهند:
– نرخ شکستگی اتصال بالا:
- با استفاده از الکترودهایتزریقی در مقایسه باکیفیت معمولیبهطور قابلتوجهی کاهش مییابد؛
- تغییرات زیادی را از یک کوره به کوره دیگرحتی با همان اندازه پوسته و قطر الکترود نشان میدهد؛
- تمایل بهافزایش بابالا رفتن وزن شارژدارد (طبق توضیحات در بخش اثر قراضه).
در بسیاری از موارد،نرخ شکستگی کمتر مشاهده شده باالکترودهای تزریقی میتوانداین گرید گرانتر را از لحاظ اقتصادی قابلتوجیه کند، حتی هنگامی که گرافیت از ستونهای شکسته بازیافت میشود.
کیفیت اتصال. توضیح کمی اثر كيفيت اتصال دشوار است. اما اگربتوان اتصالات گرافیت را با همان دقت اتصالات کابل/باس–بار (آمادهسازی سطح،گشتاور صحیح پیچ)انجام داد میتوان به حداکثر استحکامدر اتصال دست یافت.تمام تلاشها برایجلوگیری ازتلفات استحکام به علت گردوغبار بر رویرزوهها وسطح انتهایی، رزوههای شکسته و… بایدبا توجه به حساسیت بالای نرخ شکستگی به استحکام اتصال اتخاذ شود، همانطورکه در بالا نشان داده شده است.
ارتعاشات. کورهها متحمل ارتعاشات یا رزونانس قوی همراه با نرخهای شکستگی بالاتر متناظر با آنها میشوند.در برخی موارداصلاح در عملکرد تنظیمیا تغییرات در عملکرد الکتریکیمیتواند نرخ شکستگی را کاهش دهد.در موارد استثنایی یک بازسازی مکانیکی برای فرار از شرایط رزونانس ضروری تشخیص داده میشود.
برنامه قدرت. در طی مرحله ذوب کردن با فروبری الکترودها تشخیص داده شده که کار با قوس بلند با ضريب توان بالا برای ایجاد دهانههای بزرگ در اطراف الکترودها مفید است. فرض بر این است که در هنگامی که دهانههای بزرگ وجود دارند، بزرگی نیروهای نیروهای مکانیکی وارد بر ستون الکترودها در زمان نشست و سقوط قراضه کاهش مییابد، به تقلیل نرخ شکستگی منتج میشود.
انتخاب پارامترهای عملکرد برای برنامه قدرت

ورودی قدرت بالا با قوس بلند یا کوتاه. در طی توسعه تکنولوژی UHP کورهها به دیوارهها و سقف نسوز مجهز شدهاند. پس از اینکه دیوارهها در طی ذوب کردن در معرض قوس قرار میگرفتند محافظت از مواد نسوز تا آنجا که ممکن استبرای باقیمانده مدت ذوببا اتخاذقوسهای كوتاهباضريب توان كمو جريان بالا ضروری بود.
ابداع دیوارهها و سقفهای خنکشونده با آب، همراه باایجاد سرباره پفکی،به فولادساز در درجه اول از نظر ضرورت محافظت از نسوز در عملیات کوره کمک کرده است.در نتیجه طول قوس میتواندو افزایش یافته است.در بسیاری از موارد کورهها درحالحاضربا ضريب توان بالاترو بهمدت طولانیتر، با بالاترین پله ولتاژ (تپ ولتاژ) قابلدسترس کار میکنند. جریانهای کمتر مربوطهبه کاهش مصرف الکترود منتج شده است.
اما عملیات با ضریب توانهای بالاترمستلزم معایب معینی است: یکمشکل بزرگتر برای حفظسطح بالای کلورودی MW در طی دورههای ذوب کردن برای فروبری در قراضه است، دیگری افزایش نوسانات ولتاژ است.هر دو اثر در ارتباط باپایداری ضعیفتر قوسبا افزایش ضریب توان هستند.
جایگزینها برای یک کوره با قطر ۶/۴ متر. ما انتخابهای قابلدسترس برای یک کوره قطر ۶/۴ متر، معمول برای کوره۱۰۰ تن در اروپا را با جزئیات بررسی خواهیم کرد. پارامترهای ثابت مربوطهدر جدول (۳)ارائه شده، درحالیکه ویژگیهای الکتریکی درشکل (a7)نشان داده شده است.
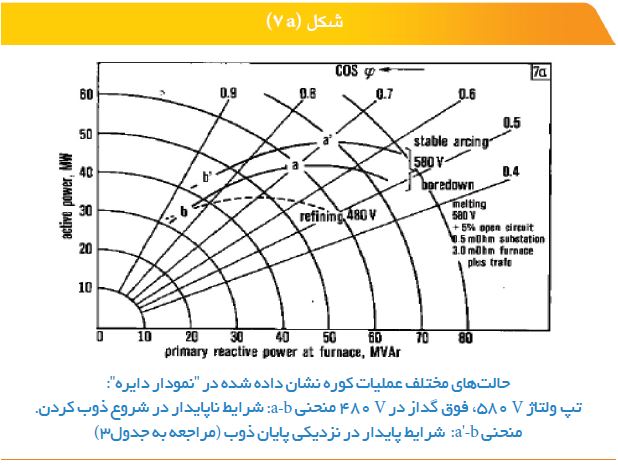
در شکل دو منحنی برای حداکثر تپ ولتاژ (V580) نشان داده شده است؛ منحنی پایینتر عملکرد الکتریکی را در طول زمان ذوب کردن برای فروبری در قراضه هنگامی که قوسها بیشترین ناپایداری را دارند نشان میدهد،منحنی بالابرای شرایط پایدارتردر پایان دوره ذوب کردن بکار میرود. در طی ذوب کردن هر سبد قراضه با پیشرفت ذوب کردن، ویژگیهای الکتریکی از منحنی پایینتر به منحنی بالاتر منتقل میشود. نقاط مشخص شده “a” و “a'” موقعیت در شروع و پایان ذوب کردن در ضریب توان ۰/۷ را نشان میدهند، درحالیکه نقاط “b” و “b'” تغییرات متناظر را در ضریب توان۰/۸۵ ارائه میدهند. از تپV480برای بالا بردن دمای حمام پس ازذوب کردن استفاده میشود و بنابراین بهصورت یک منحنی واحد نشان داده شده است.گزینههای مختلف ضریب توان عملیاتی(جدول ۳)به زمانهای مختلف ذوب کردن منتج میشود چنانکه در شکل (b7)نشان داده شده است.مساحت زیر هر منحنینمایانگر انرژی ورودیبرای۳ سبد و فوقگداز دادن است.
بنابراین ضریبهای توان بالاترنیاز به زمان ذوب کردن طولانیتر دارند(توجه: ضریبهای توان۰/۷۰ و ۰/۶۵ پروفیل ورودی MW مشابهی را ارائه میکنند).
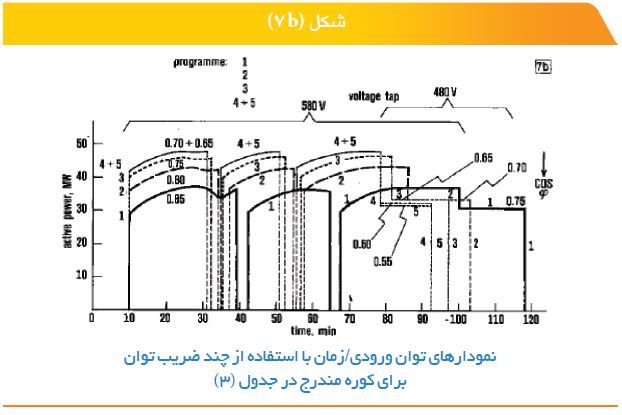
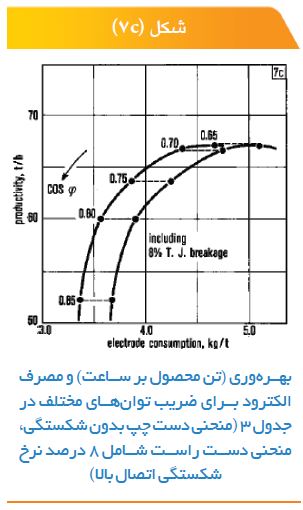
باید توجه ویژه داشت که نسبت ‘a/a بیشتر از ‘b/b است. به عبارت دیگر، هرچه ضریب توان افزایش یابد تلفات نسبتا بیشتر ورودی MW در شروع ذوب کردن در مقایسه با پایان ذوب کردن وجود دارد. این نقطه درشکل (b7) نیز دیده میشود. شکل (c7)روابط محاسبهشده بین بهرهوری (t/h) و مصرف الکترود (kg/t) را بهصورت دو منحنی نشان میدهد، منحنی دست چپ نشانگر خالص مصرف الکترود میباشد،درحالیکه منحنی دست راست شامل افزودن اثرات ۸ درصد شکستگی اتصال بالا میباشد. منحنیها نشان میدهند که بهرهوری و مصرف الکترود هر دو با افزایش ضریب توان (در محدوده ۰/۶۵ تا ۰/۸۵ برای ضریب توان) کاهش مییابند.
این مثال نشان میدهد که حداقل مصرف الکترود تنها با افت قابلتوجه بهرهوری میتواند بدست آید.در بیشترمواردبعید است که حداقل هزینه کل یا حداکثر سود در ارتباط باعملیات در حداقل مصرف الکترود باشد: احتمالا حالت بهینه بااستراتژیهای دیگری حاصل خواهد شد. این استراتژی مطلوب، بهراحتی قابل تعیین نیست، احتمالا از یک کوره تا کوره دیگر و با زمان (یعنی با بازار) تغییر خواهد کرد.
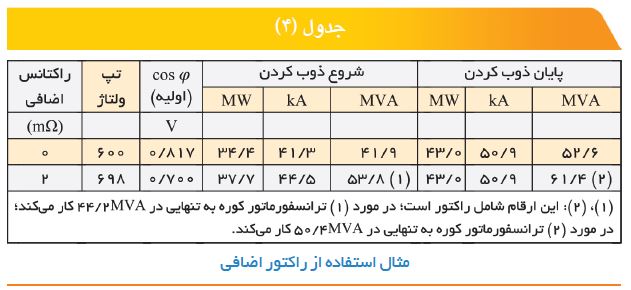
مزایای راکتور اضافی. برای اجتناب از معایب و هنوز حفظ مزایای عملیات با ضریب توان پایین، یک راکتور در محدوده اندازه ۱ تا mΩ ۲ میتواند برای تغییر در اولیه، حداقل در زمان ذوب کردن درنظر گرفته شود. حداکثر تپ ولتاژ ترانسفورماتور باید برای عملیات با ضریب توان ۰/۷ شامل رآکتور طراحی شود. به این ترتیب یک قوس بلند جریان پایینتر (مشابه ضریب توان ۰/۸ بدون رآکتور) میتواند مورد استفاده قرار گیرد. این مزایای مصرف الکترود کمتر را حفظ میکند، اما تلفات شدیدتر MW در شروع ذوب کردن را حذف میکند و نوسانات ولتاژ را کاهش میدهد. پس از ذوب کردن رآکتور میتواند از مدار خارج شود بهطوری که قوسهای کوتاهتر لازم برای رسیدن به نرخ بالای افزایش دما هنوز هم بتواند مورد استفاده قرار گیرد.
برآورد میشود کههزینههای سرمایهای بیشترمربوط به این طرحمیتواند بیش از بهبود حاصل در ذوب کردن سریعتر در اوایل ذوب کردن باشد.
جدول (۴) نمونهای از اثرات طراحی کوره با یک رآکتور اضافی را نشان میدهد. هر دو کوره در MW43 و kA50/9 در پایان ذوب کردن کار میکنند، اما کوره با راکتانس در MW37/7 در مقایسه با MW34/4 در کوره بدون راکتانس آغاز میکند.


{kind=link}
{kind=link}
{kind=link}