
انقلاب در فرآیند صدور مجوز معادن آمریکا
فروردین ۱۷, ۱۴۰۴
انتصاب معاون مالی و اقتصادی جدید در صبانور
فروردین ۱۸, ۱۴۰۴
تهیه و تنظیم: دکتر فضلالله حشمتنژاد

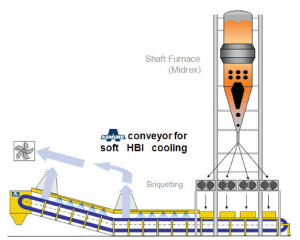
گروه رسانهای پردازش- آهناسفنجی بریکت داغ یا HBI (Hot Briquetted Iron)، همان آهناسفنجی Direct Reduced Iron (DRI) است که در به عنوان محصول کوره احیامستقیم، توسط ماشین بریکتسازی به شکل آجری شکل در میآید و معمولاً حاوی ۹۰ تا ۹۲ درصد آهن فلزی است. از مزایای بریکتسازی، حملونقل و خصوصیات ذخیرهسازی بهتر آن نسبت به فرم DRI است. برای جابهجایی در کارخانههای فولادی یا حملونقل بعدی به انبار برای فروش، معمولاً حداکثر دمای مجاز HBI ،۱۰۰ درجه سانتیگراد است.
بریکتسازی سه مزیت مهم دارد:
۱. کاهش قابلتوجه سطح قابلدسترس برای اکسیداسیون مجدد
۲. افزایش ۱/۵ برابری دانسیته (۵ ton/m۳) HBI نسبت به فرم DRI (3,2 ton/m۳)
۳. قابلیت حملونقل به مسافتهای طولانی، جابهجایی و ذخیرهسازی بهتر

حملونقل و خنکسازی HBI بین واحد تولید آهن و کارخانههای فولاد در سالهای اخیر به طور فزایندهای مورد توجه بسیاری از تولیدکنندگان قرار گرفته است و تا زمانی که تجربه عملی در بهرهبرداری از تجهیزات به دست نیامد، پتانسیل بهینهسازی قابل توجهی مشخص نشد.
روشهای مختلفی برای خنکسازی HBI در حال حاضر مورد استفاده قرار میگیرند. خنکسازی با غوطهورسازی در حمام آب موسوم به روش “کوئنچ تانک” (Quench Tank) بلافاصله پس از بریکتسازی به طور مکرر استفاده میشود، البته این روش، معایب قابلتوجهی هم دارد. هنگامی که HBI در کوئنچ تانک غوطهور میشود، یک ابر بخار غیرقابلاجتناب ایجاد میشود که حاوی مقدار زیادی گردوغبار است. به همین دلیل، نیازهای ویژهای برای غبارگیری و آمادهسازی آب کوئنچ تانک وجود دارد تا از انتشار بخار به محیطزیست جلوگیری شود و همچنین منجر به فرسایش زیاد تجهیزات پاییندستی شامل فیلترها و هواکش ها به علت محتوای بالای گردوغبار میگردد. علاوه بر این، خنکسازی بیش از حد سریع بریکتها میتواند باعث ایجاد ترکهای نامطلوب و حتی خردشدن آنها شود که منجر به افزایش ذرات ریز (Fines) در محصول نهایی میگردد.
شرکت آموند AUMUND، یک شرکت آلمانی متخصص تجهیزات نوار نقالهای به عنوان زیر پیمانکار میدرکس MIDREX، یکی از مهمترین اجزای کل فرآیند خطوط خنککننده HBI را تأمین میکند. تصمیمگیرندگان دخیل در میدرکس، رأی اعتماد خود را به فرآیند خنککننده تبخیری ثبت اختراع شده توسط آموند که امکان خنکسازی آهستهتر و کنترل شده HBI را با استفاده از بخار آب به جای آب مایع فراهم میکند را طی چند سال گذشته دادهاند.
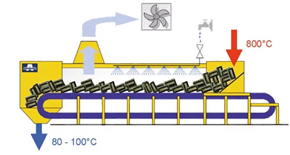
در روش نوآورانه آموند موسوم به نوار نقاله اسلوکولینگ، فرآیند خنککنندگی بهوسیله مهپاشی آب، برای انتقال و خنککردن HBI استفاده میشود.HBI با مهپاشی آب روی یک نوار نقاله تخت با یک سیستم بسته انجام میشود و دمای HBI از ۷۵۰ درجه سانتیگراد تا ۹۰ درجه سانتیگراد خنک میشود، بهگونهای که به مواد و اجزای تشکیلدهنده HBI آسیبی وارد نمیگردد.
در این روش میبایست HBI را بر روی یک نوار نقاله فلزی قرار گیرد و با استفاده از فناوری انتقال ویژه، بریکتها به طور یکنواخت مرتب شوند (مطابق شکل (۲)). فرایند خنکسازی با تغییر فاز آب افشانه شده به بخار آب حاصل میشود که وظیفه پراکنده ساختن گرما را دارد. بخار آب منتج شده از فرآیند اسلوکولینگ، میتواند بازیابی شود و در قسمتهای دیگر کارخانه به کار گرفته شود. (با مکش بخار آب و استفاده مجدد از آن)
شکل (۲): بریکتهای خارج شده از دستگاه بریکتزن با سازوکار خاصی به طور یکنواخت بر روی نوار نقاله توزیع میگردد.
در روش اسلوکولینگ، با استفاده از بخار آب، یک اتمسفر محافظ بیاثر در اطراف HBI ایجاد میشود که اکسیداسیون مجدد و تلفات ناشی از متالیزاسیون را به حداقل میرساند. مقدار گرمایی که میتوان با آنتالپی ویژه بخار آب استخراج کرد، بیشتر از گرمایی است که با خنککردن با روش کوئنچ تانک (Quench Tank)معمولی به دست میآید.
خنککردن با بخار آب، اثر شوک خنککننده در حمام کوئنچ را ایجاد نمیکند؛ بنابراین تجهیزات این طرح، مقادیر کمتری از گردوغبار و ذرات ریز در گاز خروجی را تولید میکنند که به نوبه خود به معنای نیاز کمتر در تجهیزات پاییندست مانند فیلتر و هواکش است.
شرکت آموند، نرمافزار اختصاصی خود را برای محاسبه طراحی هندسی نوار نقاله خنککننده بر اساس نیازها و شرایط دارد. علاوه بر طول و عرض، دمای نهایی را میتوان از قبل در ارتباط با سرعت انتقال تعیین کرد. برای انتقال HBI به محوطه دپو و سپس حمل از طریق کشتی یا راهآهن، حداکثر دمای زیر ۱۰۰ درجه سانتیگراد مورد نیاز است. رطوبت محصول نیز تأثیر قابلتوجهی بر واکنشهای اکسایش، کاهش احتمالی دارد، بنابراین راهحل آموند را میتوان با یک خط خشککن محصول اختیاری که در انتهای خط خنککننده ادغام شده است، برای حفظ کیفیت محصول HBI ارتقا داد.
شکل ۳: شماتیک سیستم نوار نقاله اسلوکولینگ
مزایا و ویژگیهای نوار نقاله اسلوکولینگ HBI به شرح ذیل است:
- خنکسازی به
روش مهپاشی که منتج به مصرف آب پایین (کاهش ۹۰ درصدی نسبت به روش کوئنچ تانک)
خواهد شد.
- جلوگیری از ایجاد لجن (Sludge) و متعاقب آن عدم نیاز به تصفیه آب
- سیستم بسته این روش، باعث ایجاد یک محیط تمیز میشود.
- بهبود کیفیت HBI تولید شده با این روش (عدم ترکخوردگی و پوستهپوسته شدن)
- عدم اکسایش مجدد

شکل ۴: تصویر واقعی از سیستم نوار نقاله اسلوکولینگ آموند تعبیه شده در کارخانه کورپوس کریستی، تگزاس، ۲۰۱۶.
اولین نصب از این سیستم اسلوکولینگ در سال ۲۰۰۶ توسط آموند در ونزوئلا با موفقیت انجام شد. پس از این پروژه آزمایشی، آموند سفارشهای بیشتری برای HBI در روسیه و ایالات متحده دریافت کرد. در ایران نیز برای اولینبار این فناوری نوآورانه با تلاش و همت مهندسان و متخصصان نخبه و توانمند ایرانی و با حمایت و پیگیری ویژه مدیرعامل شرکت فولاد مکران، جناب آقای مهندس احسانفر، ساخته شده و هماکنون در فاز اول مجتمع، کارخانه مگا مدول ۱/۶ میلیونتنی احیامستقیم تولید HBI، در حال نصب است.


{kind=link}
{kind=link}